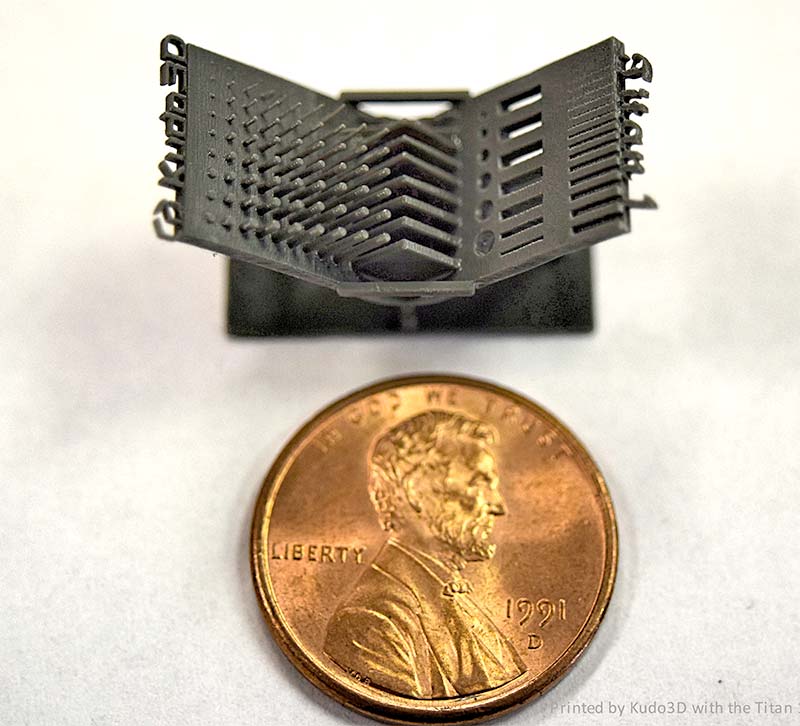
Other than being one very interesting print, the Kudo3D high resolution calibration model has some special key points that will help you optimize the exposure time for a specific resolution. In addition to seeking normal exposure times, this high resolution sample also provides a plethora of other information about the resin. Once the normal exposure time is identified, you can scale this time for other resolutions. In general, the exposure time is linearly proportional to the size of the exposed area. The exposure time also depends on the layer thickness. The light decays exponentially with the absorption depth, so the exposure time must be increased for thicker layers to bring enough photons to the interface between the current layer and the last layer. As a result, the surface that adheres to the vat floor absorbs more photons than required and sticks to the vat floor more strongly. In general, thicker layers are more difficult to be separated than thinner layers.
This blog will guide you through and help make sense of each feature on the sample.
1. Rectangular columns and spaces (Slots)
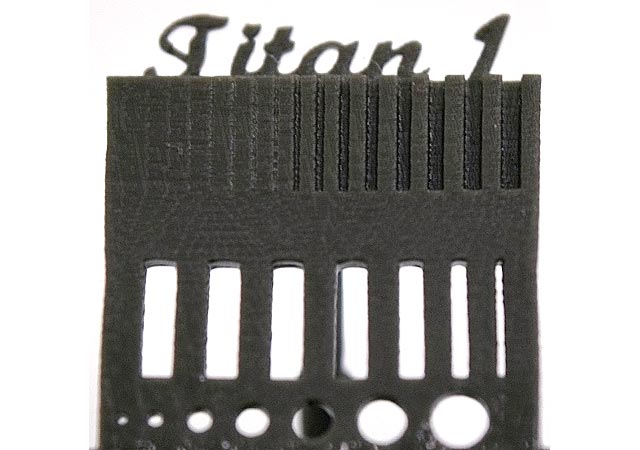
To determine what the “normal” exposure time is for a certain resin, check the 4 rectangular slots on the leftmost side of the calibration print. The columns in-between the slots should have the same measurement for the first 4 on the left side. The width of each slot and column should be 0.8 mm. The width of the right most three slots are 0.6mm, 0.4mm and 0.2mm, respectively.
Too narrow of the leftmost opening will mean that the resin was overexposed. Too narrow of the column in-between will mean that the resin was underexposed. If the resin does not have a high resolution, have high viscosity or the XY resolution is not high enough, the right most slot may be closed.
2. Pillars
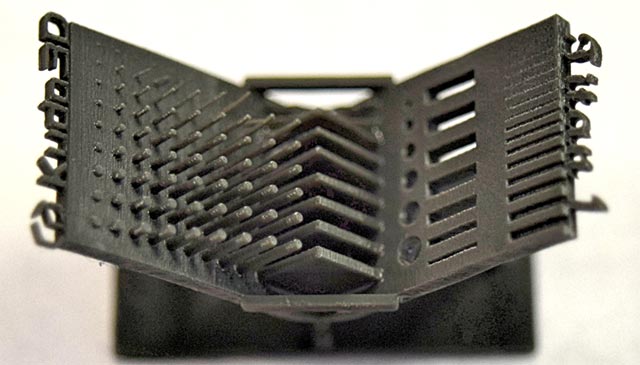
Take a look at the pillars on the left side of the print. To make most of the pillars protruding and present, the resin will need to be very hard. Hard resin or overexposure will increase the number of pillars printed successfully. This is because the pillars will be hard enough to overcome the gravity at an angle of 45 degrees. Hardness and the strength of the resins will determine whether the pillar will survive at the angle or not. Another thing to note is the diameter of the pillars. Thicker pillars are stronger and tend to survive during printing even if they are longer. If printing with a low resolution resin, light bleeding makes the pillar thicker and also change the shape of it. When a higher resolution resin is used, more holes are opened and the pillars will be closer to the original dimensions. However, thinner pillars may not survive if the material is soft. Therefore, for precision applications, you would need to use a high resolution hard resin.
3. Holes
Take a look at the 7 holes below the rectangular slots on the “Titan 1” side. Hole openings are influenced by the viscosity of the resin, the depth of the hole and the ability of resin to block light. To make all 7 holes open up, the resin may need to be underexposed. Overexposing the resins will result in the smallest few holes to close up due to light bleeding or scattering. With a resin that has a lower viscosity, there will be more holes open. Because the resin is more likely to drain out of the hole during printing, light bleeding is less likely to seal the hole. However, low viscosity resins in general have more monomer in the formula so the material tends to be weaker and more brittle.
4. Trenches
Check the trenches near the top of the “Titan 1” side of the print.
We limit the aspect ratio of the trenches to be one so the depth and the width of the trenches are the same. Having the resin be overexposed will result in a narrower, shallower trench. An underexposed resin will further widen the distance between each trench. The reasoning is the same as that for the slots and holes.

Given all this information, the questions is: When do you need to print this calibration print again? We usually recommend doing the calibration for the following situations:
- Using a new type or new bottle of resin
- Printing at a different XYZ resolution
- If you regularly recycle (pour the leftover resin from a print back into the original bottle) the resins without replenishing with fresh resin
- Every 500 hours of usage of the projector (to determine if the projector lamp intensity decays)
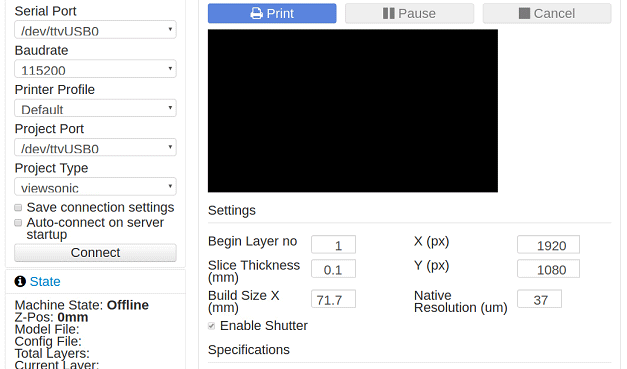
You can measure the size of the features on the high resolution calibration model with Netfabb basic by pressing the “ruler” button. For actual printed sizes, you would need to use a camera or microscope and take a photo of the printed sample with a benchmark.
This calibration sample only gives you an idea about the exposure time, the resolution and hardness of the material. The lifting height is related to the resin, lifting speed, cross-sectional area and cross-sectional pattern so there is no calibration sample to predict the lifting height. If you are not familiar with the resin used, please be more conservative about the lifting height and speed.
Now, you are ready to continue on your printing journey! Please be sure to share any awesome prints with our team as well! Have fun!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
I’m using your Kudo3D Bean! Where can I download this calibration model?
https://www.dropbox.com/s/b2ssh67kseso5vc/Kudo3D_Calibration_Sample.stl?dl=0