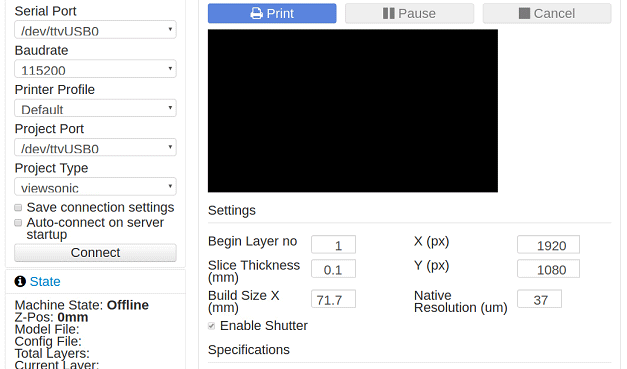
How Do I Set Up the Printing Parameters?
even2019-06-27T17:36:15-07:00Another key part of learning the printing process is to understand how to set the printing parameters within in the Kudo3D software. There is no “one-fits-all” parameter number that can be duplicated for any type of resin or with any type of 3D design. This being said, the printing parameters will differ every time you [...]