SLA 3D Printing: Difference in Laser and DLP Light Pattern Generation
What makes the Titan 1 different from other SLA 3D printers?
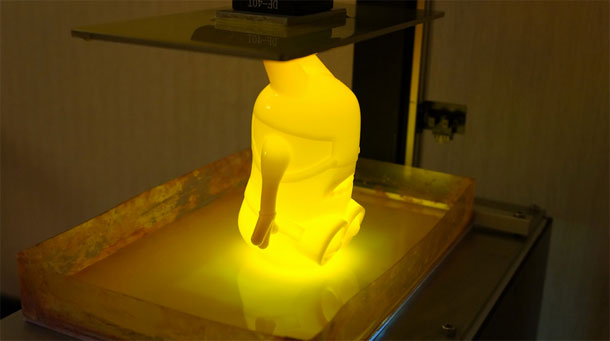
But first, what is SLA 3D printing? SLA stands for stereolithography. In this method of additive manufacturing, a 3D printed object is built layer-by-layer using a liquid resin (photopolymer) that is cured using UV or visible light. What differentiates the Titan 1 from other SLA 3D printers, is that the Titan 1 uses Digital Light Processing (DLP) to shine light patterns via a projector. Many SLA 3D printers use a laser galvanometer to generate patterns.
Here’s a quick guide to everything you need to know about DLP and laser 3D printing.
DLP 3D Printing
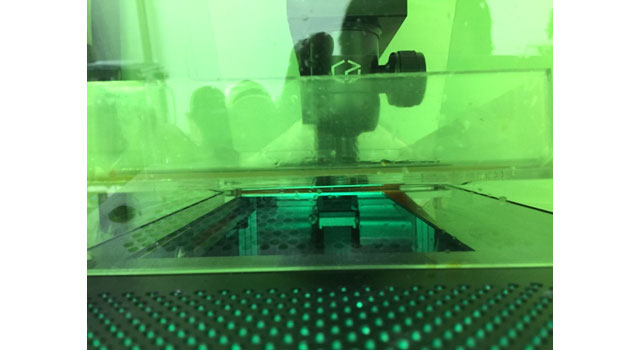
 A high resolution projector, light pattern powered by DLP technology, sits beneath the resin container and projects image slices to cure each layer. The projected image is just black and white as seen below. Since the resin is UV sensitive, the white areas of the projected image will direct UV and purple light to the areas require curing.
A high resolution projector, light pattern powered by DLP technology, sits beneath the resin container and projects image slices to cure each layer. The projected image is just black and white as seen below. Since the resin is UV sensitive, the white areas of the projected image will direct UV and purple light to the areas require curing.
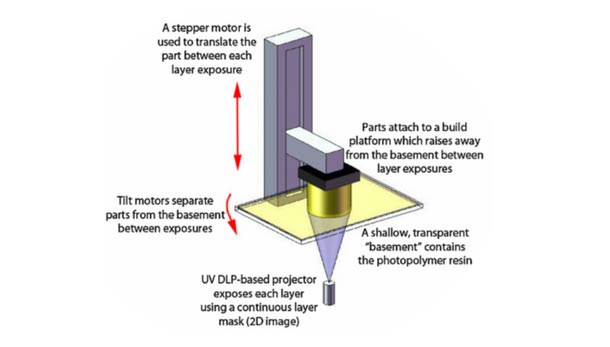
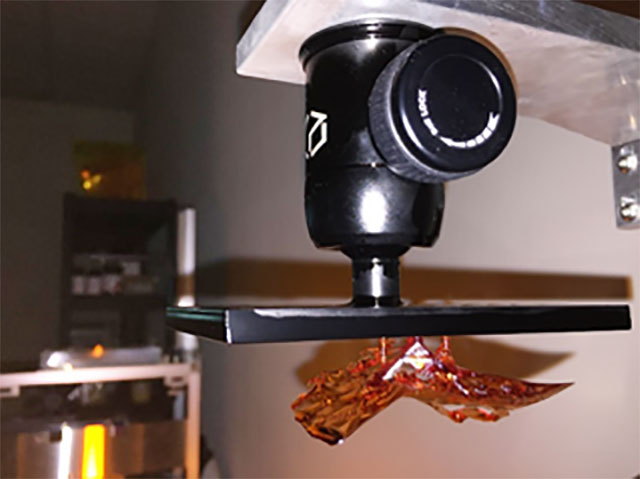
This method is quite simple when compared to the stunning resolution and details that it produces. The projector remains completely stationary during printing (and it is important that it doesn’t move or else the layers won’t align properly), which means there are few moving parts and little machine maintenance required. For Kudo3D’s Titan 1 and Titan 2, the only moving part is the stepper motor that lifts the build platform as the model grows after each layer is cured.
(Image Source: http://m.iopscience.iop.org/1758-5090/6/1/015003/article)
A sliced layer that will be projected onto the resin container. From Pranav Pancha’s model of the Eiffel Tower (https://grabcad.com/library/eiffel-tower).
Laser 3D Printing
 Laser based SLA 3D printing uses a laser to trace out the cross-sections of the model. Similar to fused deposition modeling (FDM) 3D printing, where each layer is deposited in a continuous stream of filament, the laser essentially “draws” the layer to be cured. The laser is focused using a set of lenses and then reflected off of two motorized scanning mirrors (galvanometer). The scanning mirror directs the precise laser beam at the reservoir of UV sensitive resin to cure the layer. Alternatively, some laser based SLA 3D printers move the laser directly using a XY stepper motor arrangement similar to those used in filament based printer.
Laser based SLA 3D printing uses a laser to trace out the cross-sections of the model. Similar to fused deposition modeling (FDM) 3D printing, where each layer is deposited in a continuous stream of filament, the laser essentially “draws” the layer to be cured. The laser is focused using a set of lenses and then reflected off of two motorized scanning mirrors (galvanometer). The scanning mirror directs the precise laser beam at the reservoir of UV sensitive resin to cure the layer. Alternatively, some laser based SLA 3D printers move the laser directly using a XY stepper motor arrangement similar to those used in filament based printer.
(Image Source: http://biega.com/3d-printing.shtml )
Now that we know how each method works, let’s do a comparison.
SPEED AND ACCURACY
DLP 3D printing is very fast because it projects the profile of an entire layer at one time, turning 2-dimensional images into a 3D object. In comparison, lasers have to trace out the entire sliced profile line by line which takes a lot more time. Small inaccuracies are also likely to occur and can affect the structural strength and surface smoothness of the print.
RESOLUTION AND BUILD SIZE
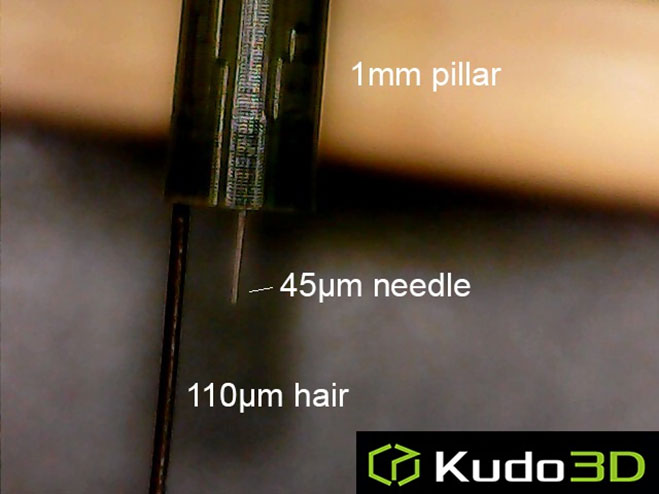
The projector makes DLP 3D printing versatile. Depending on the resolution and size of the 3D model desired, DLP can be easily moved up or down to adjust for your customized settings. DLP 3D printers can produce details with much higher resolution than laser based SLA 3D printers. However, resolution depends on the projected pixel size. This means that higher resolutions are limited to smaller XY build area.
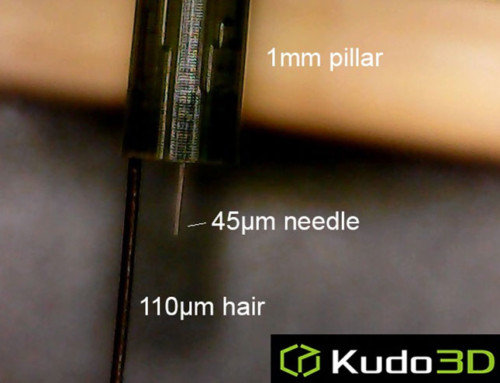
 Laser 3D printing generally has a fixed laser spot size of about 300 um, while the DLP projector in the Titan 1 can be customized to print from 37 to 100 um. Tuning the laser spot size smaller will make the printing speed extremely slow. On the other hand, since lasers sweep a continuous path, they’re less likely to show surface “pixelization” artifacts the way a DLP 3D printer printed model will. The pixelization is usually more noticeable for large prints. Pixelization can be removed with anti-aliasing or pixel shifting.
Laser 3D printing generally has a fixed laser spot size of about 300 um, while the DLP projector in the Titan 1 can be customized to print from 37 to 100 um. Tuning the laser spot size smaller will make the printing speed extremely slow. On the other hand, since lasers sweep a continuous path, they’re less likely to show surface “pixelization” artifacts the way a DLP 3D printer printed model will. The pixelization is usually more noticeable for large prints. Pixelization can be removed with anti-aliasing or pixel shifting.
MAINTENANCE
Laser based SLA 3D printers require a number of moving parts in their design. XY motion is achieved via the use of two stepper motors to move the laser itself, or a galvanometer which rotates a mirror assembly to reflect a stationary laser’s light to the desired location. DLP 3D printers do not require any mechanical XY motion for photopolymer curing since projector illuminates the entire XY plane at once.
The Titan 1 and Titan2, with patented passive self-peeling technology, only require one stepping motor for Z-axis linear stage, eliminating the need for sliding or rotating tray mechanisms. This minimizes assembly complexity, maintenance, and wear on the machine.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In the last line of the table you suggest DLP with PSP is a “higher” cost than Laser based mechanism? Please explain.
Under “Maintenance” shouldn’t it mention replacement of the PSP container as the surface wears out? After how many layers of printing approximately will a given part of the container wear out?
It looks as though the laser system requires a deep bath of (expensive) Resin. Does that only impact up front investment or also running costs due to wastage?
Will the DLP with PSP solution be scaleable over time? For example do we expect more pixels? (I guess a laser can cover any area.)
Hi Rupert,
These are great questions and here are the answers.
1) DLP is a very sophisticated projection system developed by Texus Instrument. It consists of a lamp, optics, a DMD chip and controlling circuits. DMD stands for “Digital Micromirror Device”. For a HD DMD chip, there are 1920 times 1080 (2073600) tiny mirrors (pixels) with a size about 10 um. All these tiny mirros can be switched on and off swiftly by the controlling circuits. DLP technology is widely used in commercial mass-produced DLP projectors so it is very reliable. Compared with LCD projectors, DLP projectors have a higher contrast ratio which is important for the SLA application. In a laser SLA system, a laser galvanometer system is used to create light patterns by drawing. It consists of two 405nm laser diodes, two focusing lens, two mirrors, two motors and a controlling circuit. The “cost to acquire” a DLP projector is about 3 times the cost to acquire a low cost laser galvanometer system. Kudo3D’s technical team had 12 years of experience in laser diodes and we decided to use the native 1920×1080 HD DLP because of higher resolution, higher printing speed, higher reliability and lower future cost to maintain. On the other hand, the galvo system is very small and can be fit into a small case. The advantage of galvo is simply cheaper and easy to design the looks of a small desktop 3D printer. Here are some reality for the cheap laser galvo system. The lifetime distribution of laser diodes is a broader bell curve compared with the light bulb of a projector. The laser diode lifetime is very sensitive to the laser chip temperature when emitting light.
The chip temperature depends on both how the heat is taken away from the chip and the ambient temperature. The lifetime also depends on the quality of the two cleaved cavity mirrors and the coating covering the cleavages. The chance of a premature failure is higher than a light bulb. If you search “laser failure” for those popular SLA printers, you will find many discussions. Other than the lifetime of the lasers, there are also moving parts that could fail in a galvo system. This system must be well calibrated before using. For a layman, replacing a part means that you have to send the printer back to the manufacturer for a sophisticated calibration. Otherwise, the laser beam may not be focused tightly or the beam shape may not be optimized. It is also difficult for a cheap laser galvo system to have a resolution comparable with the DLP because of the limitation imposed by the focusing distance between the lens and the vat and the quality of lens. People who want performance and reliability will find Titan1 more preferable than those little SLAs.
2) We did not mention the replacement of the PSP container under maintenance because PSP container is a consumable. This is true for all SLA printers. It is just like the cartridge of a 2D printer. If you are a DIYer, you can replace the Teflon film before it wears out. The number of layers that can be printed for a film depends on the cumulative separation force, the hardness of silicone and the model tolerance of the warpage. There is no absolute answer for the lifetime. Tiny models such as miniatures have small separation force and higher tolerance on the warpage. For this application, the vat can last above 500 hours with a small build platform. Estimated number of layers is 100000 on the same printing spot with few repeated patterns.
We encourage the users to understand the separation force explained in the “printing guide”. It will help increase the life time of the Teflon film. If the model needs a very flat surface, harder silicone tends to keep the film flat for a longer time. We will start producing v2 with harder silicone next week.
3) The desktop laser system usually has a bottom up configuration like Titan1. The resin price is about the same as that for DLP. However, the resins for laser SLAs are not formulated for very high resolution.
4) PSP is indeed scalable. We believe with DLP this is the only low cost high resolution scalable solution now. All we need is a 4K projector to increase the printing area. If the resolution is not a key concern for large models, we can also use a laser galvo to generate large patterns on a PSP.
Hi there so from what I understand, the projector can be moved up and down to adjust focal length? So say I printing multiple mode Pyramids for example, my focal length should be adjusted so that it over the largest layer (base of Pyramid)? How much room would I have to move the projector up and down?
Alan
1. The cost of a laser galvo is below $100 and the cost of a HD DLP is above $550. The preformance and reliability are very different. We are telling that with the same price range we are using a much more sophisticated part to generate light patterns.
2. Consumable is not part of the maintenance for the printer. Number of layers to print depends on many variables, such as exposed area, exposed pattern geometry, lifting speed, resin adhesion to the film and silicone hardness. We have customers using a vat for over 500 hours printing tiny models.
3. Laser could be bottom up too. It is just a way to generate patterns. Some people use LCD to generate patterns too. By nature, the laser spot size is larger than the tunable DLP pixel size, laser galvo has more moving parts, laser diode is more sensitive to temperature. Degradation of a laser diode involves spot size and beam shape changing. In addition, if the calibration is gone, you need to send the whole printer back for beam calibration. Bottom up has less front investment and the machine is simpler.
4. Yes. Actually, there are 2K projectors available but the price is equivalent to 3 or more printers. Laser can not cover any area unless the galvo has a dynamic beam shape correction mechanism which is very expensive. Alternatively, you can put the laser far away from the vat to reduce the angle but the spot size increases. The more angle away from the vertical, the more elliptical the laser spot becomes. Therefore, outer region has less resolution than the central region of the vat.